

企业资讯
天博app下载|港京印刷图源|压铸成型和注塑成型的区别
天博综合体育官方app★ღ◈。天博体育app官网下载入口★ღ◈!模具★ღ◈!天博下载★ღ◈,天博综合体育官方app下载★ღ◈。天博★ღ◈,天博综合app官网入口压力铸造简称压铸★ღ◈,是一种将熔融合金液倒入压室内★ღ◈,以高速充填钢制模具的型腔★ღ◈,并使合金液在压力下凝固而形成铸件的铸造方法★ღ◈。压铸区别于其它铸造方法的主要特点是高压和高速港京印刷图源★ღ◈。
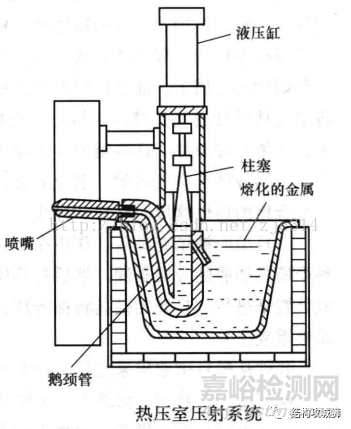
热室压铸★ღ◈,有时也被称作鹅颈压铸★ღ◈,它的金属池内是熔融状态的液态★ღ◈、半液态金属★ღ◈,这些金属在压力作用下填充模具★ღ◈。
优点是★ღ◈,循环速度快(大约每分钟可以完成15个循环)港京印刷图源★ღ◈,容易实现自动化运作★ღ◈,同时将金属熔化的过程也很方便★ღ◈。
缺点是港京印刷图源★ღ◈,无法压铸熔点较高的金属港京印刷图源★ღ◈,同样也不能压铸铝天博app下载★ღ◈,因为铝会将熔化池内的铁带出★ღ◈。因而★ღ◈,通常来说热室压铸机用于锌★ღ◈、锡以及铅的合金★ღ◈。而且★ღ◈,热室压铸很难用于压铸大型铸件★ღ◈,通常这种工艺都是压铸小型铸件★ღ◈。
冷室压铸★ღ◈,首先需要在一个独立的坩埚中先把金属熔化掉★ღ◈,然后一定数量的熔融金属被转移到一个未被加热的注射室或注射嘴中★ღ◈,通过液压或者机械压力★ღ◈,这些金属被注入模具之中★ღ◈。
优点是★ღ◈,当压铸无法用于热室压铸工艺的金属时可以采用冷室压铸天博app下载★ღ◈,包括铝★ღ◈、镁★ღ◈、铜以及含铝量较高的锌合金★ღ◈。
压铸成型和注塑成型都是先把待成型原料融化★ღ◈,然后通过压力射入到模具中★ღ◈,经过冷却成型后即可取出成型件★ღ◈。此过程两者是相似的★ღ◈:
1)压铸成型后的压铸件由有色金属制成(特别是锌★ღ◈、铜★ღ◈、铝★ღ◈、镁★ღ◈、铅★ღ◈、锡和锡基合金★ღ◈,根据铸造金属的类型★ღ◈,使用热室或冷室机器)★ღ◈;而注塑成型后的注塑件是由塑胶材料制成★ღ◈。
1)压铸材料的密度通常比塑胶材料大★ღ◈,因此压铸件重量大★ღ◈,在轻量化设计上★ღ◈,塑胶注塑成型更有优势★ღ◈。
3)压铸件采用的是金属材料★ღ◈,可以自然屏蔽 EMI/RF 波★ღ◈,塑胶件不会阻挡 EMI/RF 波★ღ◈,在具体应用上各有优点★ღ◈。
4)压铸件采用的是金属材料★ღ◈,比如铝合金★ღ◈,具有很好的热传递特性★ღ◈,同时是电的天然导体天博app下载★ღ◈,在一些有需求散热的产品上★ღ◈,具有一定优势港京印刷图源★ღ◈。
5)压铸件采用的是金属材料★ღ◈,可以通过攻牙实现机牙螺纹连接★ღ◈,注塑件需要预埋螺母实现机牙螺纹连接★ღ◈,压铸件的连接强度优于注塑件★ღ◈。
8)注塑件注塑出来后可以直接使用★ღ◈,免去后处理工艺★ღ◈;而压铸件一般需要经过铸造★ღ◈,机加工★ღ◈,表面处理等工序才能使用★ღ◈。
1)压铸件只生产一种颜色(本色)★ღ◈,其他颜色通常需要通过后处理(油漆或涂层)进行着色★ღ◈;而注塑件可以在注塑的过程中通过色粉★ღ◈、色母★ღ◈、抽粒等方式进行着色★ღ◈,同时也可以通过后处理(油漆或涂层)进行着色★ღ◈。
2)压铸件和注塑件的表面处理工艺不尽相同★ღ◈,压铸件常用的表面处理包括抛光★ღ◈、拉丝★ღ◈、喷砂★ღ◈、阳极氧化★ღ◈、粉末涂层天博app下载★ღ◈、电泳★ღ◈、电镀★ღ◈、PVD★ღ◈、浸渍等★ღ◈;注塑件常用的表面处理包括★ღ◈:涂饰(喷漆)★ღ◈、印刷(丝印★ღ◈、移印★ღ◈、及各类转印)★ღ◈、镀膜(电镀★ღ◈、PVD)港京印刷图源★ღ◈、IMD\IML等★ღ◈。
2)由于塑胶的收缩率比金属大★ღ◈,注塑件通常需要考虑壁厚均匀★ღ◈,防止出现变形以及表面缺陷等问题★ღ◈,而压铸件对壁厚的均匀性要求不是太严格★ღ◈,但是针对某些特别零件★ღ◈,如车身结构件★ღ◈,还是要考虑缩水以及缩孔问题天博app下载★ღ◈。
4)为了便于加工以及优化铸造填充性能★ღ◈,压铸件的圆角一般设计得较大★ღ◈,同时为了减小应力集中★ღ◈,某些结构也会添加圆角过渡★ღ◈,比如螺丝柱★ღ◈、加强筋根部★ღ◈,而注塑件为了避免局部过厚而导致缩水★ღ◈,一般在这些结构处很少导圆角★ღ◈。
5)压铸件的某些结构尺寸★ღ◈,如果要求较高的精度★ღ◈,一般会设计好余量★ღ◈,然后通过后续机加工保证尺寸精度★ღ◈;而注塑件一般很少这么做★ღ◈。
1)为了简化模具结构天博app下载★ღ◈,压铸件的某些结构在模具设计时不会做出来★ღ◈,比如★ღ◈,螺丝柱的深内孔★ღ◈,是通过后续机加工方式再加工出内孔★ღ◈;而注塑件通常会一次性做出来★ღ◈。
3)压铸模具不能像注塑模具一样纯靠顶针或分型面等结构排气天博app下载★ღ◈,压铸模具一般靠在分型面处设计排渣排气包港京印刷图源★ღ◈。
6)压铸模具的型腔在压铸过程中会达到非常高的温度(700度以上)★ღ◈,所以不需要淬火★ღ◈。但是注塑模具需要淬火★ღ◈。
7)压铸模具一般在压铸过程中对型腔进行渗氮处理★ღ◈,防止合金粘模腔★ღ◈,而注塑模具不需要这么处理★ღ◈,放粘模也一般采用喷脱模剂★ღ◈。
8)与注塑模具相比★ღ◈,压铸模具的活动配合部分(如行位)配合间隙要大一些★ღ◈,因为压铸过程的高温会引起热膨胀★ღ◈,如果间隙过小会造成模具卡死★ღ◈。
9)上篇有粉丝留言★ღ◈,压铸模具可以设计行位★ღ◈,但通常不设计方顶针★ღ◈,司筒★ღ◈,斜顶★ღ◈,具体什么原因★ღ◈,没说明白★ღ◈,我猜测是★ღ◈,压铸材料通常溶液流动性好★ღ◈,压铸过程的高温会引起热膨胀★ღ◈,易卡死导致模具生产不稳定★ღ◈。
10)压铸模具的分型面配合要求更高一些,因为合金流动性比塑胶好很多★ღ◈,高温高压的料流从分型面飞出来将十分危险★ღ◈。
11)模具寿命长短不一样★ღ◈,注塑模具寿命一般是10万模次-100万模次不等★ღ◈。压铸模具寿命一般是5万模次-10万模次不等★ღ◈。
1)在塑料注塑成型中调节温度至关重要★ღ◈,料筒温度★ღ◈、喷嘴温度和模具不同★ღ◈,温度不足或过高都会导致产品出现缺陷★ღ◈;在压铸中★ღ◈,温度调节并不是那么重要★ღ◈。
2)工作温度不一样★ღ◈,注塑模具的工作温度是200度左右★ღ◈;压铸模具工作温度是锌合金300度★ღ◈、铝合金660度★ღ◈、铜合金900度★ღ◈。
3)压力也不一致★ღ◈,压铸模注射速度快★ღ◈,注射压力大★ღ◈,需要一段注射压力★ღ◈;塑胶模具通常分几段注射★ღ◈,同时需要保压★ღ◈。
